关键词 |
周边圆管立柱焊接,圆管立柱焊接规格尺寸,沧州圆管立柱焊接,圆管立柱焊接报价 |
面向地区 |
全国 |
焊接环境温度低于0度,且不低于-10度时,应将组拼缝焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20度以上后方可施焊;当母材低预热温度20度时应按较高预热温度进行预热。
立焊从上往下焊称为倒流焊,通常我们焊接时是从下往上焊,但是当焊接薄件的时候有些焊工喜欢从上往下焊。其实,通常情况下对于立焊并没有强制性要求焊接的方向。只有特定焊接工艺才会做出规定。所以说,立焊从上往下焊可以,从下往上焊也可以。从上往下焊的这种方式对于焊接薄件是非常实用的,薄件相对来说受力不大,如果从下往上焊,因为母材比较薄,熔池温度很难控制,铁水很容易下坠特别不好看,也容易焊出窟窿,影响成型外观。
在焊接受力比较大的钢构件时,承重比较大,板材比较厚,一定要从下往上焊接。从下往上焊接,熔池比较深,能融合的更好。如果厚件从上往下焊,熔池比较浅,只能焊薄薄的一层,不能受力。综上对于立焊来说,如果焊接薄件可以从上往下焊,也可以从下往上焊,而对于焊接比较厚的钢构件时,一定从下往上焊。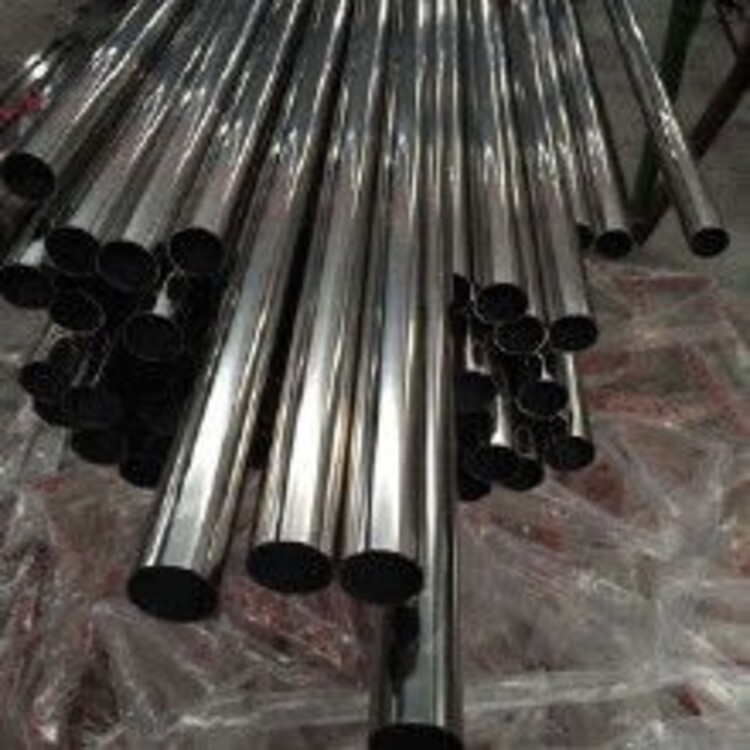
不锈钢立柱在应用于楼梯、栏杆、扶手等场合时都会经过一定的表面处理,表面处理的方式有很多种,一般以表面磨砂或者镀金处理居多,通过这些表面的处理能够让不锈钢立柱变得更加美观,而且也可以电镀上很多样的颜色,满足消费者对于审美的要求。
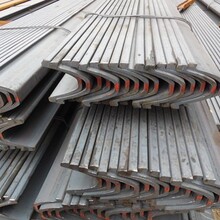
不锈钢立柱的款式非常之多,因为不锈钢立柱的制作是由钢板通过超的切割设备切割而成,因此不锈钢立柱可以切割形成不一样的形状与款式,常见的几种款式有管型立柱、扁型立柱以及异型立柱等类型,这是根据不锈钢立柱的柱身形状而划分的,不同款式的立柱有着不一样的特点与美感,因此消费者们可以根据自己的审美进行相对应的挑选,一定可以让消费者们找到满意的不锈钢立柱。
手弧焊是各种电弧焊方法中发展早、目前仍然应用广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料在电弧热作用下一方面可以产生气体以保护电弧,另一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体的相互作用。熔渣的更重要作用是与熔化金属产生物理化学反应或添加合金元素,改善焊缝金属性能。手弧焊设备简单、轻便,操作灵活。可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
全国圆管立柱焊接热销信息