






关键词 |
周边圆管立柱焊接,圆管立柱焊接厂家,天津圆管立柱焊接,圆管立柱焊接规格尺寸 |
面向地区 |
全国 |
焊接时严格遵守具体项目的焊接工艺规程,控制道间温度,以达到减少焊接应力和变形,整体组拼焊接时可采用“C”型夹等措施以减少焊接变形。焊接过程中需持续观察焊接状态及焊缝质量,出现异常时及时调整。每道焊缝厚度不宜大于5mm,每道焊缝宽度不宜大于15mm。5.9单道焊缝无法满足焊缝尺寸要求时,需采用多层多道焊,并严格控制层间温度,其层间温度不应低于低预热温度,也不应230C。
不锈钢无缝钢管分类:无缝钢管分无缝钢管和焊接钢管(有缝管)两大类。按截面形状可分为方形和矩形管。圆形钢管应用广泛,但也有一些异形钢管,如半圆形、六边形、等边三角形和八边形。对于承受流体压力的不锈钢管,应进行水压试验,检查其耐压性和质量,并且在规定的压力下不得发生泄漏、润湿或膨胀,部分钢管应根据标准或要求的侧面进行边缘试验、火焰试验、平板试验。
在焊接受力比较大的钢构件时,承重比较大,板材比较厚,一定要从下往上焊接。从下往上焊接,熔池比较深,能融合的更好。如果厚件从上往下焊,熔池比较浅,只能焊薄薄的一层,不能受力。综上对于立焊来说,如果焊接薄件可以从上往下焊,也可以从下往上焊,而对于焊接比较厚的钢构件时,一定从下往上焊。
不锈钢产品大多使用焊接连接部件,焊接质量的好坏直接影响了不锈钢立柱的质量,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作.另外为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm, 焊接部位刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出.
钨极气体保护电弧焊由于能很好地控制热输入,所以它是连接薄板金属和打底焊的一种方法。这种方法几乎可以用于所有金属的连接,尤其适用于焊接铝、镁这些能形成难熔氧化物的金属以及象钛和锆这些活泼金属。这种焊接方法的焊缝质量高,但与其它电弧焊相比,其焊接速度较慢。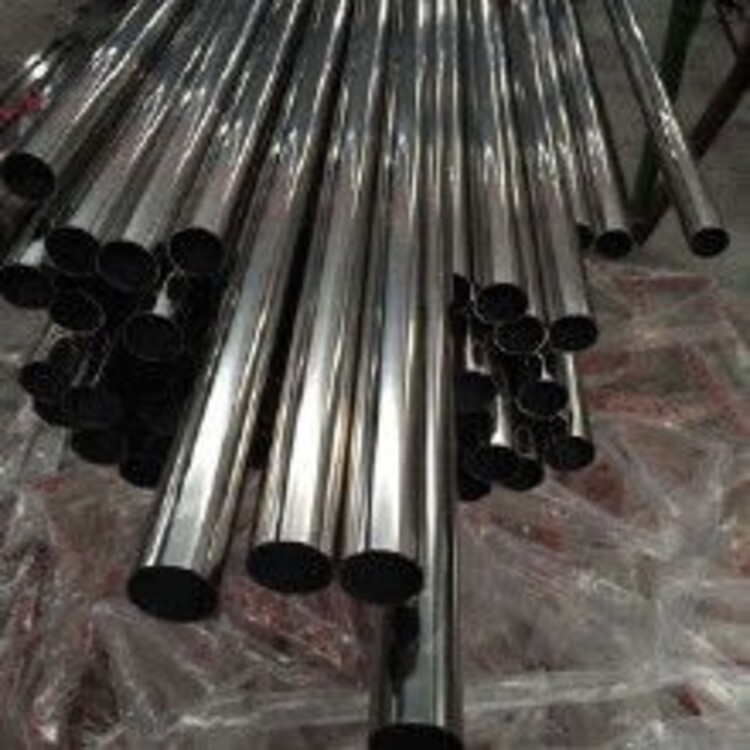
熔化极气体保护电弧焊的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。利用这种焊接方法还可以进行电弧点焊。


















